32-keyless Trumpet Organ
2 Reservoir and feeders

The design is based on the traditional model, but maximum
capacity in a limited space was a priority. The two sets of
double-acting feeders were mounted very close together,
eliminating wasted space down the centre. Wind entry to the top
pumps is by the outside edges only, through the two slots in each
side. The bottom pump entries are underneath.
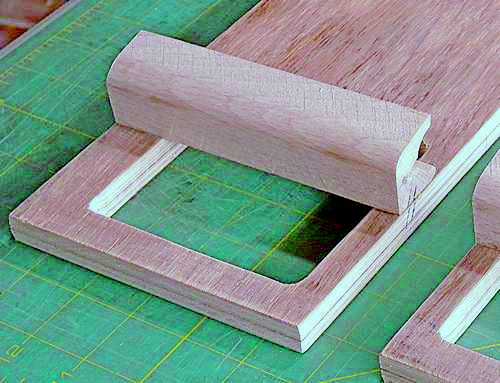
Above: The hinge blocks were made from hard-wearing
beech, and machined to the correct angle. Small wind-boxes were
constructed around them, onto which were glued the top fixed
boards. Not pictured are the two moving boards, laminated using
beech for the frame and 1.5mm ply for covering. The wind-transfer
holes in the moving boards were covered with leather valve flaps
before fitting the boards. The valve leather is made by folding
the leather onto itself creating a laminated piece. This prevents
the valves curling up in dry conditions which would ruin
effective sealing.
Above left: A moving board secured with nylon cord and
beech wedges. The hinge had been liberally greased for smooth
running.
Above right: One side of the hinge was sealed
with a strip of leather to prevent leakage from one side to the
other.
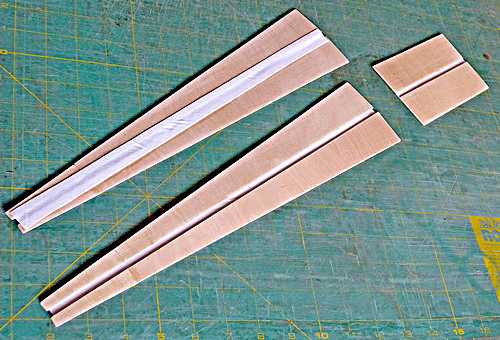
Above left: Preparation of the ribbing - four sets like
this were required for the feeders plus a larger set for the
reservoir. 1.5mm ply was used with cross-grain to prevent
collapse under pressure.
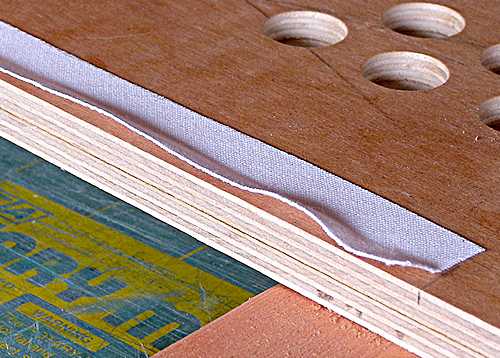
Above right: calico strips were
glued onto the main boards for initial fitting of the ribbing.
The strips are bias-cut (45 degrees to the warp and weft)
so both warp and weft threads cross the hinge line for strength.
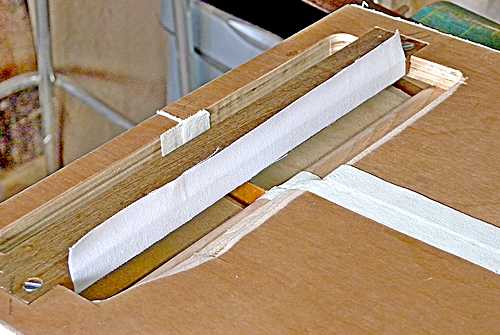
Above left: The ribbing is glued behind the calico
strips. Note the hinge point a little inside the edge to allow
for a quirk in the final leathering. This picture shows the
counter-bored hole to take the steel crank pin.
Above
right: Leathering completed - the long sides were done first
with one piece each, and the ends were then done, also with one
piece each. On the left hand side can be seen a fine gauze patch
covering the bottom air entry holes to the lower feeder.
Having fitted the base strips to join the two sets of feeders
together, the reservoir hinge rail is fitted
(above
left) and manifold pieces fitted and leathered
(above
right). The end reservoir calico hinge can be seen ready for
the ribbing. The opening to the right of that is the airway from
the reservoir to the outlet manifold.
Above left: The air inlet slots are covered with gauze
to keep out dust, and two braces are installed to keep the top
fixed board rigid.
Above right: The steel cranks
are fitted. These and the braces were made by Bob Wallington. The
length of the connecting rods are adjusted by screwing two
sections against one another. These 9mm rods are stronger than
the traditional wooden rods, and far smaller - ideal in this
limited space.